
一、配方明细
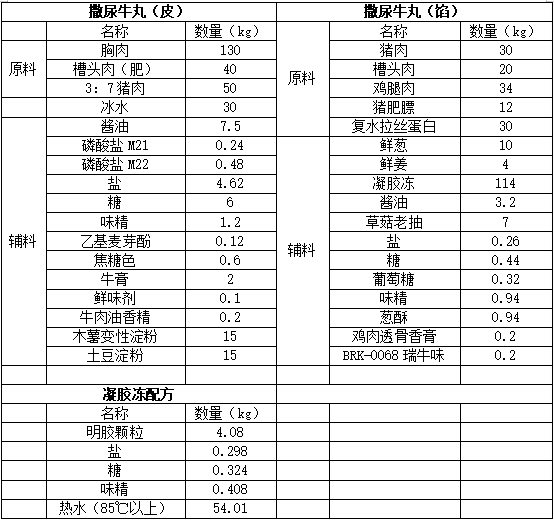
二、凝胶冻工艺
1、按配方要求称热水、盐、糖、味精;先将水倒入斩拌机内,然后陆续将明胶、其它辅料投入斩拌机内,用慢速搅匀后,用高速斩拌,浆以无可见颗粒为止,约为5-6分钟。
三、拉丝蛋白复水
提前浸泡拉丝蛋白,按配方要求称好干拉丝蛋白,常温水浸泡四小时以上,浸泡好后用凉水清洗两遍,把水挤干后(1kg干组织蛋白泡好后出3kg为标准)备用。(或用颗粒蛋白直接1:2覆水备用)
四、工艺流程
|
撒尿牛丸(工艺) |
|||
|
流程 |
操作标准 |
操作要求 |
|
|
1 |
原料解冻 |
解冻间温度≤18±3℃水温≤18±2℃ 冷藏温度0-±4℃ |
自然解冻:对于鸡胸肉生产前要有专人负责,解冻的温度控制在15—21℃之间,及时测量解冻品的温度,当解冻品处于半解冻状态时,即可收集起来放入冷藏库待用。 水解冻:特殊情况下可考虑水解冻。水温控制在20℃左右,采用流水解冻,要注意节约用水。解冻品不要拆开内袋,当解冻品处于半解冻状态时,要及时收集起来放入冷藏库待用。 鸡皮、槽头肉、肥膘无需解冻。 |
|
2 |
备料 |
|
1、 将半解冻鸡胸肉(-2~0℃) 2、 冻槽头肉、冻肥膘 3、 半解冻腿肉、半解冻猪肉 用8mm孔板的绞肉机绞一遍备用 5、拉丝蛋白泡好后备用 6、明胶静止好后斩成2-5mm颗粒备用 7、将鲜葱、鲜姜洗好后用斩拌机斩成0.2-0.3cm大小的颗粒备用。
|
|
3 |
斩拌(馅) |
馅温≤5℃ 时间:4分钟 |
将备好的槽头肉、鸡腿肉、肥膘、猪肉、投入斩拌机高速斩拌1分钟,加入其它辅料、酱油、香精、拉丝蛋白高速斩拌2分钟,加入明胶、葱酥搅拌均匀即可出料。 |
|
4 |
打浆(皮) |
馅温≤5℃ 时间:6分钟 |
将备好的鸡胸肉、槽头肉、猪肉、一半冰水、0003磷酸盐投入打浆机中打浆,频率50Hz,打浆3分钟,加入其它辅料、另一半冰水频率50Hz,打浆2分钟,加入淀粉、香精频率45Hz,打浆1分钟,馅的温度不高于5℃ |
|
5 |
成型 |
定型锅水温55-60℃ 煮锅水温度95-98℃ |
将打好的馅料,先试验后成型,产品为圆形,重量为g,成型锅水的温度要控制在55-60℃,定型30分钟,煮锅水的温度要控制在95-98℃,煮制时间约为5-8分钟分钟,煮熟后进冷却槽内冷却,冷却后装入单冻盘,摆盘均匀,装入单冻车。 |
|
6 |
速冻 |
|
将装好产品的单冻车做好标识,推入速冻间进行速冻,要求速冻后产品中心温度必须达到≤-18℃。 |
|
7 |
包装 |
产品温度≤-12℃ |
将速冻好的产品进行分掰,单个分离,要求无粘连现象,按规格要求进行包装。 |
|
8 |
封口 |
产品温度≤-12℃ |
调整好封口机温度,要求封口严密,封口线均匀、平整,不发白、不皱褶、不起泡、包装袋不破损、生产日期清晰、正确 |
|
9 |
装箱 |
产品温度≤-12℃ |
根据规格要求进行装箱,写装箱单,装箱时每袋产品要平整,纸箱封口要严实,中缝≤5mm,两边封的高度均匀一致,封箱胶带要平整,不能有皱褶,纸箱要保持清洁,打印生产日期要和包装袋的日期相符并清晰、工整。 |
|
10 |
储存 |
成品库温度≤-18℃ |
将封好箱的成品按规格要求码放整齐,及时放入-18℃的冷藏库储存。 |
有技术难题需要解决
或可提供技术难题解决方案,
关注食品邦,联系客服。
快速匹配,精准对接!
咨询电话:0535-2123193
联系邮箱:service@foodmate.net
客服电话:18006457284
识别二维码,联系食品邦王工





